
Co je povrchová úprava?



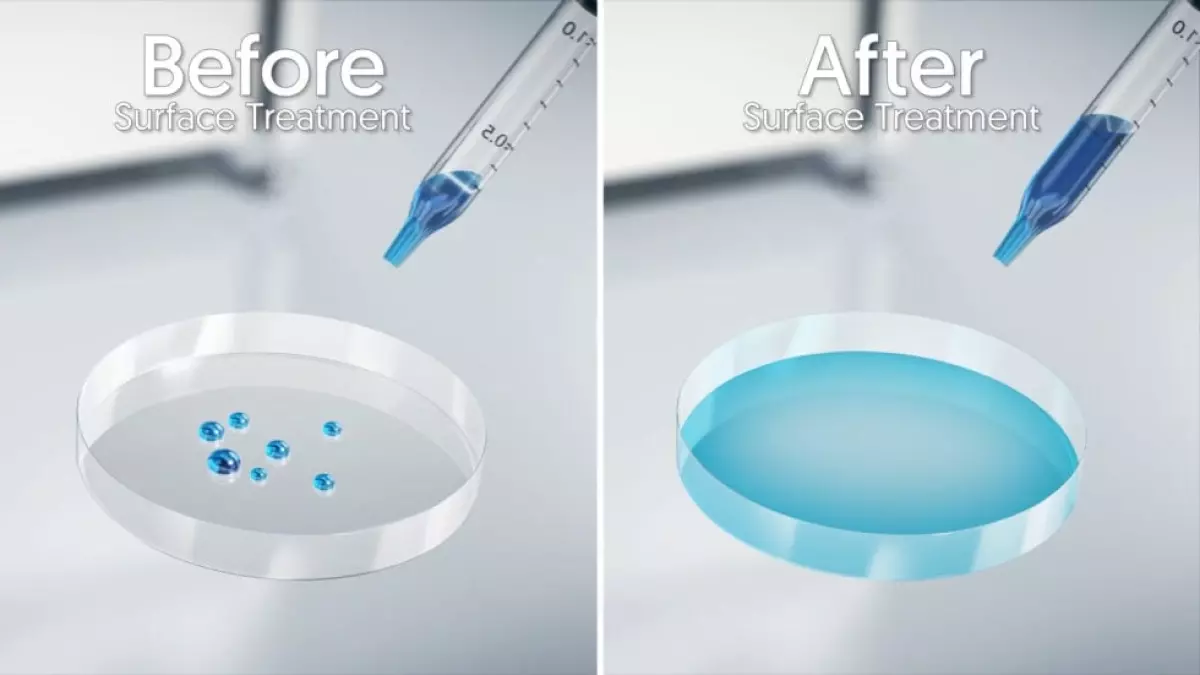
Povrchová energie pevných materiálů a potřeba povrchové úpravy polymerů. Často je nutné lepit plastové materiály na kovy nebo jiné plastové materiály, nebo jednoduše tisknout na plastový povrch. Aby se toho dosáhlo, mělo by být tekuté lepidlo nebo barva schopné smáčet povrch materiálu. A tam jsou nezbytné technologie předúprava koronou a předúprava plazmou.
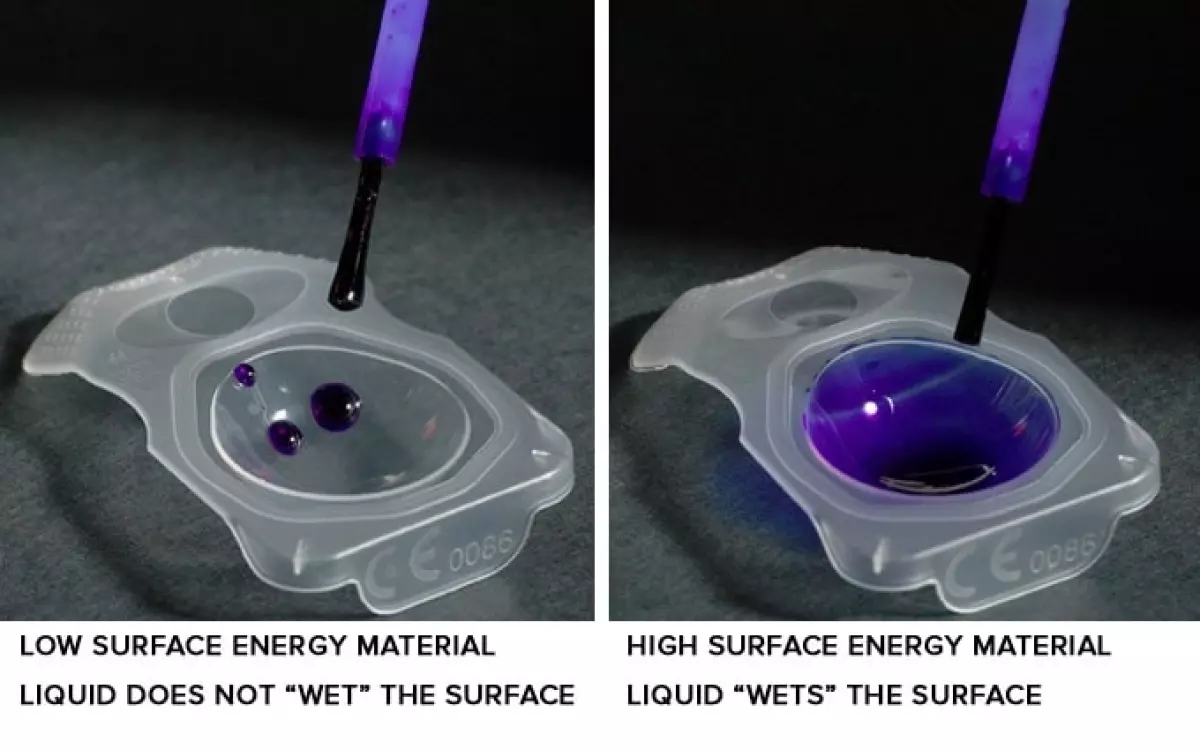
Smáčivost závisí na jedné specifické vlastnosti povrchu: Povrchová energie, často označovaná jako povrchové napětí.

Povrchová energie, jako je povrchové napětí, se měří v mN / m.
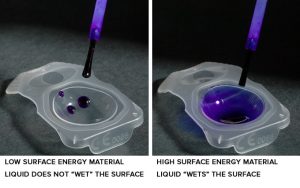
Povrchová energie pevného substrátu přímo ovlivňuje to, jak dobře kapalina zvlhčuje povrch. Smáčivost je zase snadno demonstrována měřením kontaktního úhlu. Úhel kontaktu je úhel mezi tečnou čarou v kontaktním bodě a vodorovnou čarou pevného povrchu.
Když je kapička kapaliny umístěna na hladkém pevném vodorovném povrchu, může se rozprostřít přes substrát a kontaktní úhel se přiblíží k nule, pokud dojde k úplnému smáčení.
Naopak, je-li smáčení částečné, výsledný kontaktní úhel dosáhne rovnováhy v rozsahu 0 až 180 stupňů.
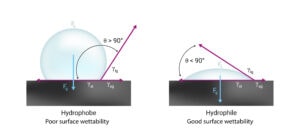
Obrázek 1 pomáhá ilustrovat rozdíl mezi dobrou a špatnou smáčivostí.
Čím vyšší je povrchová energie pevného substrátu ve vztahu k povrchovému napětí kapaliny, tím lepší je jeho smáčivost a menší kontaktní úhel.
Aby existovala správná vazba mezi kapalinou a povrchem substrátu, měla by povrchová energie substrátu překročit napětí kapaliny asi o 2 až 10 mN / m.
Povrchová energie pevných materiálů
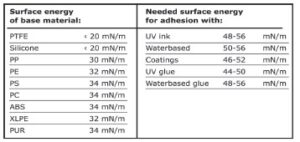
Obrázek 2 ukazuje absolutní hodnoty povrchové energie pro pevné materiály, kde povrchové napětí mnoha plastů včetně polyethylenu a polypropylenu je často nedostatečné pro lepení nebo tisk.
Tyto materiály mají velmi užitečné vlastnosti, jako je chemická inertnost, nízký koeficient tření, vysokou odolnost proti opotřebení, propíchnutí, roztržení atd.
Nízká smáčivost těchto polymerů však představuje pro konstruktéry problém s lepením nebo dekorací těchto materiálů. Povrchová úprava může zlepšit smáčivost materiálu zvýšením povrchové energie materiálu a pozitivně ovlivnit adhezivní vlastnosti vytvořením vazebných míst. Nejpokrokovější a nejúspěšnější metody povrchové úpravy jsou založeny na principu vysokonapěťového výboje ve vzduchu, princip také známý jako princip plazmového čištění.
Základy vysokonapěťového výboje ve vzduchu a jeho aplikace na povrchovou úpravu
V přítomnosti vysokonapěťového výboje ve vzduchové mezeře, volné elektrony, které jsou ve vzduchu vždy přítomny, urychlují a ionizují plyn. Když je elektrický výboj velmi silný, srážky vysokorychlostních elektronů s molekulami plynu nevedou ke ztrátě hybnosti a dojde k lavinovému efektu elektronů.
Když je plastová část umístěna do vybíjecí cesty, elektrony generované ve výboji dopadnou na povrch energií 2 až 3krát větší, než je nutné k přerušení molekulárních vazeb na povrchu většiny substrátů.
To vytváří velmi reaktivní volné radikály.
Tyto volné radikály v přítomnosti kyslíku mohou rychle reagovat a vytvářet různé chemické funkční skupiny na povrchu substrátu. Funkční skupiny vyplývající z této oxidační reakce jsou nejúčinnější při zvyšování povrchové energie a zlepšování chemické vazby k pryskyřičné matrici. Patří sem karbonylové (carbonyl -C = O-), karboxylové (carboxyl HOOC-), hydroperoxidové (hydroperoxide HOO-) a hydroxylové (hydroxyl HO-) skupiny.
Povrchová úprava vysokonapěťovým výbojem modifikuje pouze vlastnosti povrchu, aniž by to ovlivnilo objemové vlastnosti materiálu
Technologie trojrozměrné elektrické povrchové úpravy Tantec (EST) je založena na vysokonapěťovém vysokofrekvenčním výboji ve vzduchu. Trojrozměrné objekty procházejí výbojovou oblastí mezi dvěma elektrodami (obrázek 3 na pravé straně).
Výboj je udržován ve velké mezeře mezi elektrodami díky vysokému rozdílu potenciálů mezi elektrodami. Vysoké aplikované napětí je pouze jednou z podmínek pro efektivní ošetření.
Rovnoměrné zpracování dílů pohybujících se vysokou rychlostí vyžaduje vysoce účinný přenos energie ze zdroje energie do oblasti výboje. Koronový výboj při frekvencích 15-25 kHz zajišťuje vysoce účinný přenos energie, když elektrony kmitají v mezeře mezi elektrodami. Ukázalo se, že čím vyšší je frekvence, tím nižší stačí výkon pro dosažení dané úrovně ošetření.
Technologie EST dosahuje rovnoměrného ošetření povrchů trojrozměrných objektů na vysokorychlostních linkách udržováním rozdílu potenciálů mezi elektrodami do 80 kV při
frekvencích mezi 15–25 kHz. Za těchto podmínek mohou být objekty s průřezem až 4 palce (100 mm) ošetřeny on-line, při neustálém pohybu skrz ošetřovací komoru.
Systém elektrického ošetření povrchu se skládá z vysokofrekvenčního generátoru, vysokonapěťového transformátoru a ošetřovacích elektrod. Generátor generuje výstupní signál, jehož frekvence je automaticky nastavena v rozsahu 15-25 kHz v závislosti na impedanci zátěže, čímž se optimalizuje výkon, který je k dispozici pro ošetření.
Vysokonapěťový transformátor zvyšuje výstupní signál z generátoru na úroveň potřebnou pro generování výboje požadované intenzity.
Ošetřovací stanice je navržena kolem dvou elektrod: ošetřovací elektroda a proti-elektroda (obvykle s potenciálem země). Elektrody jsou konstruovány speciálně pro každou aplikaci.
Tantec nabízí řadu plazmových strojů pro povrchové úpravy různých materiálů. Podívejte se na jejich seznam na naší stránce plazmových produktů: Zařízení na plazmové ošetření
Skladovatelnost ošetřených povrchů
Skladovatelnost (jak dlouho předúprava povrchu vydrží) předem ošetřených materiálů se pohybuje od hodin do let v závislosti na plastu, jeho složení, způsobu zpracování a vystavení zvýšené teplotě po ošetření.
Čistota materiálu je nejdůležitějším faktorem. Skladovatelnost je omezena přítomností složek s nízkou molekulovou hmotností, jako jsou antiblokační činidla, uvolňování plísní, antistatika atd.
Nakonec tyto složky migrují na povrch čistých polymerů. Proto se doporučuje tisknout nebo lepit materiály brzy po ošetření. Jakmile je však ošetřený povrch propojen s potahem, inkoustem, lepidlem, barvou nebo jiným materiálem, vazba se stane trvalou.
Aplikace technologie elektrického ošetření povrchů Tantec (EST)
Následující materiály byly úspěšně zpracovány pomocí technologie EST:
• Polyethylen (PE) * Plexisklo (PMMA)
• Polypropylen (PP) * teflon (PTFE)
• Polystyren (PS) * Polykarbonát (PC)
• EPDM-guma * Polyuretan (PUR)
• ABS atd.
Zde jsou některé konkrétní aplikace:
• Ošetření povrchů biomedicínských testovacích zařízení za účelem zlepšení smáčivosti povrchů pro plynulé proudění kapalin.
• Ošetření těla injekčních stříkaček před tiskem.
• Ošetření vnitřního povrchu jehlových nábojů před lepením jehly z nerezové oceli.
• Ošetření izolace elektronických kabelů pro zlepšení přilnavosti inkoustů a povlaků.
• Ošetření víček a uzávěrů chemických nádob před nanesením těsnicího materiálu nebo před potiskem.